














Pressoir hydraulique 80
Descrizione
Pressoir hydraulique 80
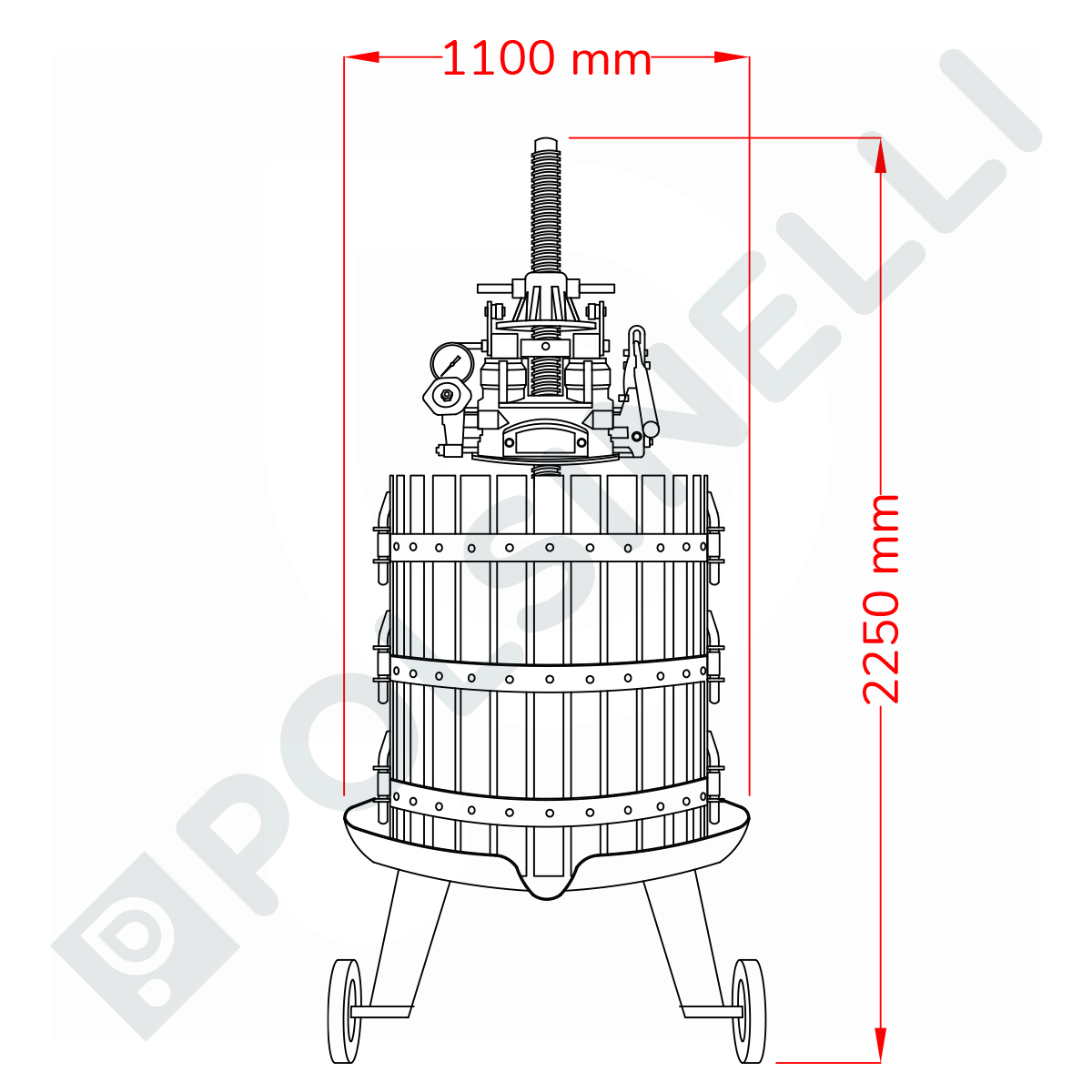
La presse hydraulique de 80 cm, conçue et fabriquée par Polsinelli, apporte un soutien essentiel aux vignerons lors des opérations d'extraction du moût à partir du marc. Équipé d'un système d'huile qui amplifie l'action du pressoir, il permet de presser le contenu de la cage avec une pression allant jusqu'à 400 atmosphères, afin de récolter le moût de manière optimale. Avec un diamètre de cage de 80 cm et une hauteur de 95 cm, le pressoir hydraulique répond à la fois aux besoins des producteurs industriels à la recherche d'un produit idéal pour des moûts de haute qualité et aux besoins de production des petites entreprises familiales.
La vis en acier étiré le long de laquelle se déplace la presse a un diamètre de 80 mm, tandis que l'article atteint une hauteur totale de 240 cm et un poids total de 530 kg à vide. Il est également facilement transportable grâce aux deux roues de 21 cm et à la poignée ergonomique incluse. Le pressoir à vin hydraulique de 80 cm est conçu avec des matériaux de haute qualité qui offrent d'excellentes performances en matière de solidité.
Produit entièrement fabriqué en Italie par la société Polsinelli avec des matériaux de haute qualité.
Caracteristique:
- Cric hydraulique avec manomètre, en fonte
- Vis en acier
- Cage avec douves en bois d'hêtre
- Bassin en acier emaillé moulé
- Pression max: 400 atm
- Dimensions de la cage: diamètre 800 mm; hauteur 950 mm
- Diamètre vis: 80 mm
- Pour une production de: 1500 Kg de raisins
- Poids total: 530 kg
- Hauteur totale: 2400 mm
- 3 Roues de diamètre: 210 mm
- Cage avec poignée
- Complète avec des morceaux et demi lunes
- N.B. Les poeles sont naturelles et non peintes
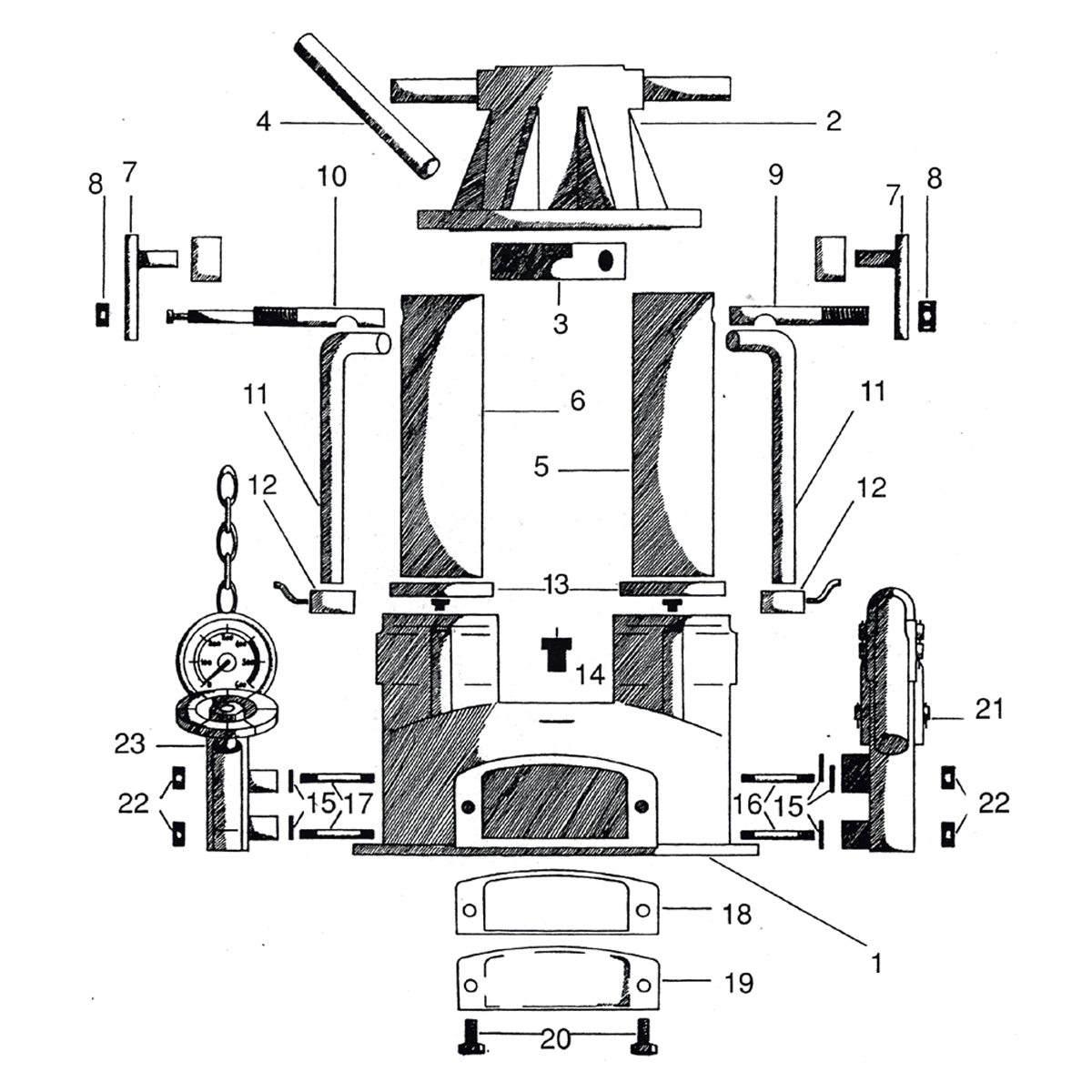
PIÈCES DE RECHANGE
| 1 - Corps du vérin 2 - Écrou à vis 3 - Bague de verrouillage 4 - Goupille pour la bague de verrouillage 5 - Poussoir du vérin droit 6 - Poussoir du vérin gauche 7 - Rouleau complet 8 - Écrou de fixation de la lame du rouleau 9 - Goupille cannelée courte 10 - Goupille longue rainurée 11 - Tige courbée 12 - Pince complète pour tige courbe |
13 - Joint de collerette pour pistons 14 - Bouchon du réservoir 15 - Joint de rondelle 16 - Goujons pour la pompe 17 - Goujons pour unité d’échappement 18 - Joint du couvercle du réservoir 19 - Couvercle du réservoir 20 - Vis du couvercle du réservoir 21 - Pompe complète 22 - Écrous de fixation de la pompe et du groupe d’échappement 23 - Ensemble d’échappement complet |
INSTRUCTIONS
- Remplir le réservoir d’huile de glycerine (fourni avec le pressoir) à travers le trou du bouchon (14)
- Lever le cric dans la position la plus haute de la vis, en tournant la vis centrale (2). Pour plus de rapidité, introduire la prise (4) dans le trou latéral de l’anneau de serrage (3) et l’encastrer dans le passe de l’anneau, de façon à faire tourner la vis centrale et l’anneau.
- Remplir la cage de raisin, le distribuer uniformément pour éviter l’inclinaison de la vis.
- Poser les demi-lunes et pièces en bois sur le mout, visser la vis centrale (2) jusqu’à ce que le levier arrive aux pièces en bois.
- Dévisser les étaux (12) et les pousser dans la position basse.
- Bien serrer le volant (poignée sur le groupe vidange) et pomper, en allongeant le levier avec la prolonge, jusqu’à ce que les pistons atteignent le maximum de la course. Quand la petite chaine sur le manomètre sera tendue, cela signifie que c’est le moment de faire retirer les pistons pour répéter l’opération. Toutefois, auparavant il est nécessaire visser l’anneau (3) jusqu'à le faire appuyer sur le mout, tout en évitant que le levier se lève par l’élasticité du moût.
- Dévisser le volant (sur le groupe de vidange) pour décharger la pression et tourner la vis centrale jusqu’à ce que les pistons rentrent dans les espaces. Visser à nouveau le volant et pomper jusqu’à atteindre 400 atm (indiqué sur le manomètre analogique), s’arrêter et pomper pour maintenir la pression constamment au maximum. Normalement, avec 2 ou 3 courses l’opération de pressage est accomplie. Par la suite, vider la cuve des moûts, ne plus visser l’anneau (3) afin que le levier se soulève avec le moût. Ensuite, rentrer les pistons dans les chambres et les porter dans la position la plus haute des étaux (12) en les fermant, pour permettre aux pistons de sortir des chambres. Tourner la vis centrale (2) et la déplacer dans la position la plus haute; ainsi le levier est prêt pour le broyage suivant.
- Attention de ne pas dépasser les 400 atm, car le ressort interne est prédisposé pour cette pression qui une fois outrepassée, relâchera la valve de sécurité, provoquant ainsi une baisse de la pression.








")


")










")







")








")


